电子元件贴装工艺全流程解析
材料准备与预处理
贴片工艺的起点是物料准备工作。元件需经过真空包装开封后的湿度管控,特别是对MSL等级(湿度敏感等级)较高的IC类器件,必须进行24小时恒温恒湿环境下的回温处理。基板在进入产线前需完成外观检查,使用3D测量仪检测焊盘平整度,确保误差小于0.05mm。锡膏选择需匹配产品需求,常见类型包括无铅SAC305合金和低温铋基合金,开封后需在4小时内完成使用。
基板定位与固定
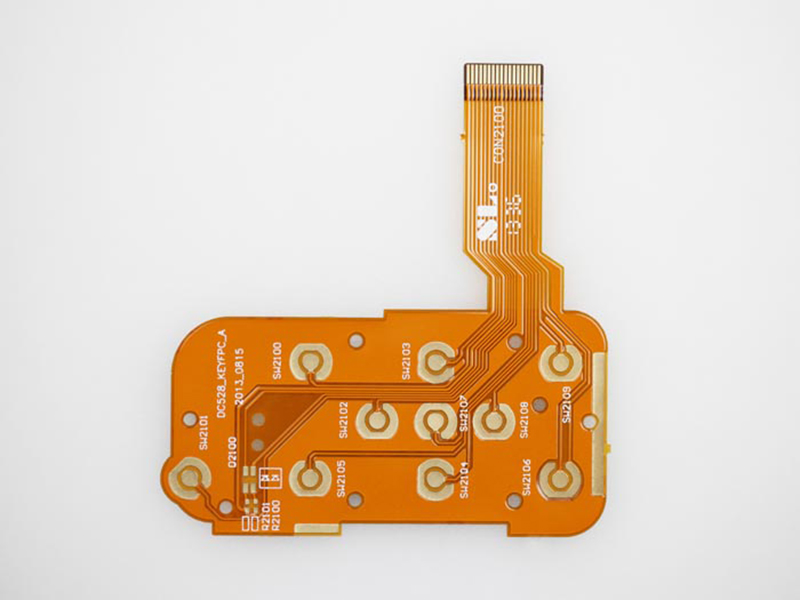
使用精密夹具将PCB固定于传送轨道,定位精度要求达到±0.01mm。现代产线多采用视觉定位系统,通过高分辨率CCD相机捕捉基准点(Fiducial Mark),自动计算补偿值。对于柔性电路板需特别设计真空吸附平台,防止基板在传输过程中发生形变。定位完成后,设备自动生成坐标映射文件,为后续贴装提供基准数据。
锡膏印刷控制
钢网与PCB的间隙控制在0-50μm范围,刮刀角度设定在45-60°之间。全自动印刷机配备实时压力反馈系统,确保每平方厘米锡膏量差异不超过5%。印刷后立即进行SPI(锡膏检测)工序,三维检测仪以15μm分辨率扫描焊盘,检测项包括体积、高度、偏移量等参数,不良品自动分流至返修线。

高速精准贴装
多悬臂贴片机同步工作时,0402规格元件贴装速度可达每小时25万点。精密头部的真空吸嘴根据元件尺寸自动切换,贴装压力控制在0.5-2N范围。QFN封装器件采用视觉对位技术,通过元件底部焊球成像实现±15μm对位精度。异形元件需定制专用吸嘴,并在程序中设定特殊拾放参数。
回流焊接工艺
八温区回流炉的温度曲线需根据锡膏特性定制,典型升温斜率控制在1-3℃/s。预热区使助焊剂均匀活化,恒温区持续时间90-120秒确保热均衡。回流阶段峰值温度比锡膏熔点高20-30℃,液态维持时间严格限制在40-90秒。冷却速率需保持4-6℃/s,避免过快冷却导致焊点脆化。
实时质量检测
在线AOI系统采用多光谱成像技术,对焊点进行360°环状扫描。X-Ray检测设备能穿透BGA封装,以5μm分辨率检查隐藏焊点。功能测试工装模拟实际工作环境,检测电气参数的同时进行老化测试。数据采集系统自动记录每个产品的工艺参数,建立可追溯的质量档案。

设备维护与校准
贴片机每周进行CPK(过程能力指数)测试,确保设备稳定性≥1.33。钢网每5000次印刷后需执行纳米涂层维护,恢复表面张力特性。回流炉每个月用测温板校验实际温度曲线,偏差超过5℃立即触发报警。所有量具按ISO标准执行年度计量,建立完整的设备健康管理档案。
环境与静电防护
生产车间维持40-60%RH湿度范围,温度控制在22±2℃。人员操作台配备离子风机,表面静电电压控制在±50V以内。敏感元件存储柜保持10^3-10^5Ω表面电阻,周转车接地电阻值≤1Ω。每月检测车间各区域静电电位,重点区域铺设耗散型防静电地板。